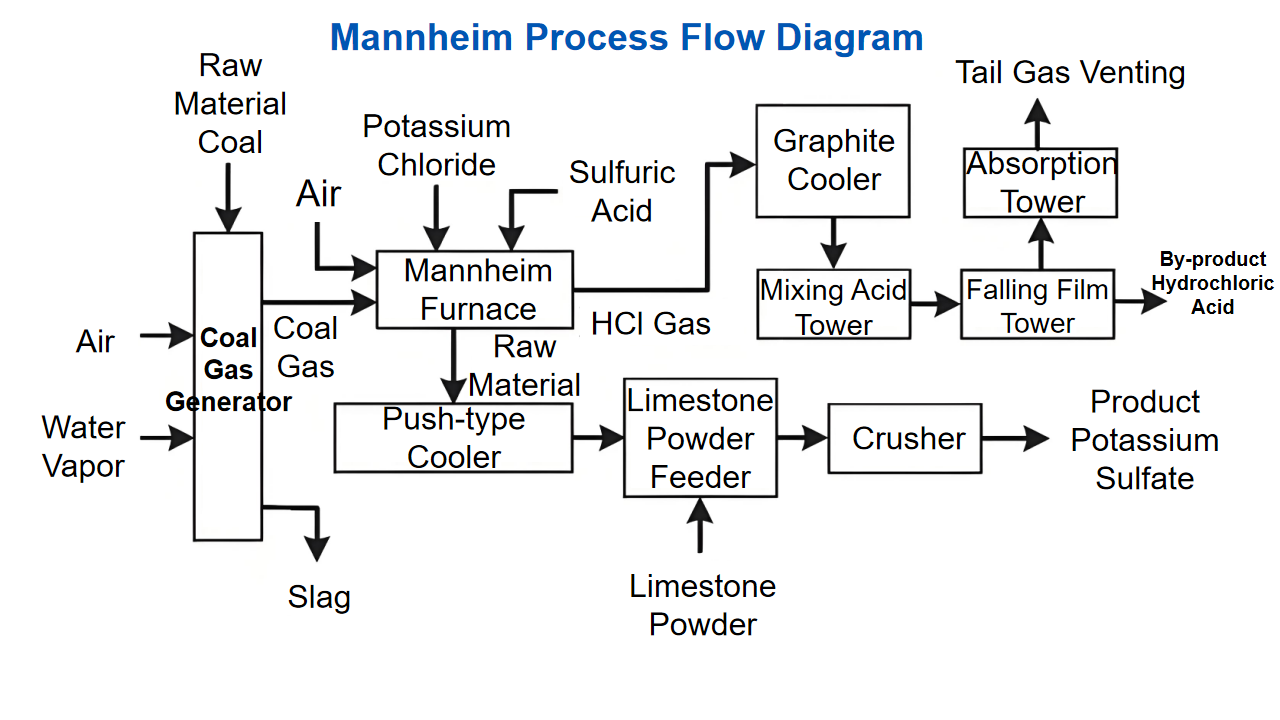
Raw Material Preparation System

Reactor / Furnace (Core Unit)
Hot Clinker Breaker / Crusher

Leaching & Dissolution Tanks

Clarification & Filtration System

Crystallization System

Centrifuge / Dewatering Unit

Rotary Dryer & Cooler

Screening & Conditioning Silo

HCl Absorption System (Mannheim)