Raw Material Pre-Mixer

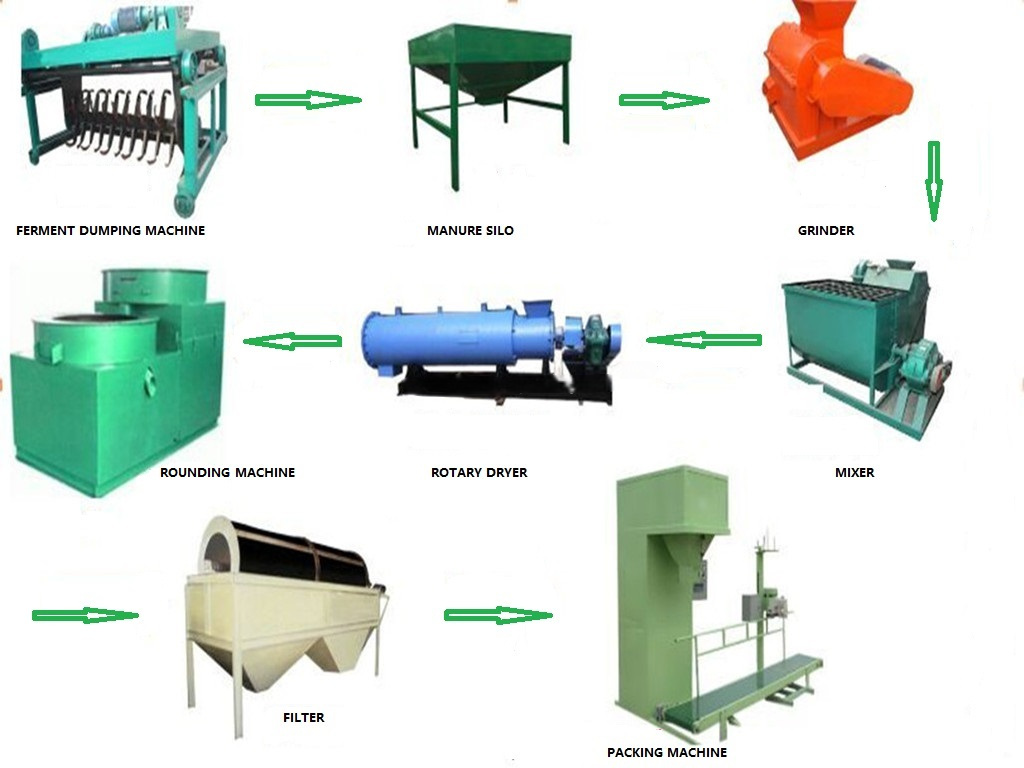
Fermentation System (Core)

Bio-filter Deodorization System

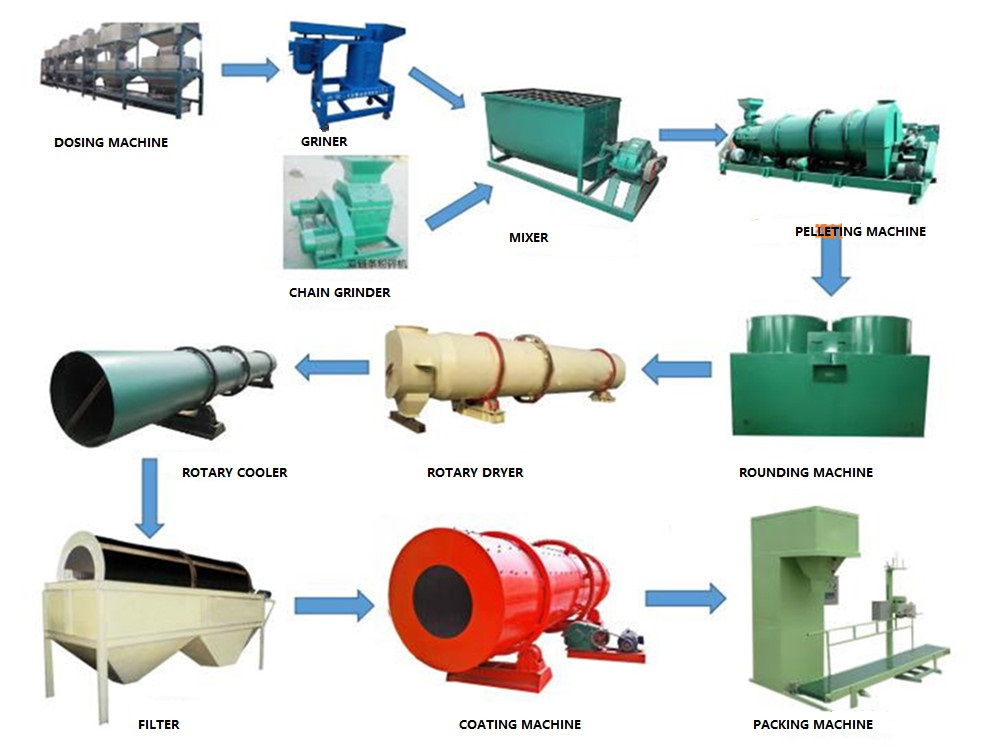
Primary Crusher

Secondary Grinder

Batching & Mixing Silo

Granulation Unit

Drying & Cooling Machine

Screening & Recycling System

Coating & Packaging