Raw Material Pre-Mixing System

Urea/AN Melting Tank & Heater

Hot Melt Slurry Mixer

Slurry Feed Pump & Pipeline

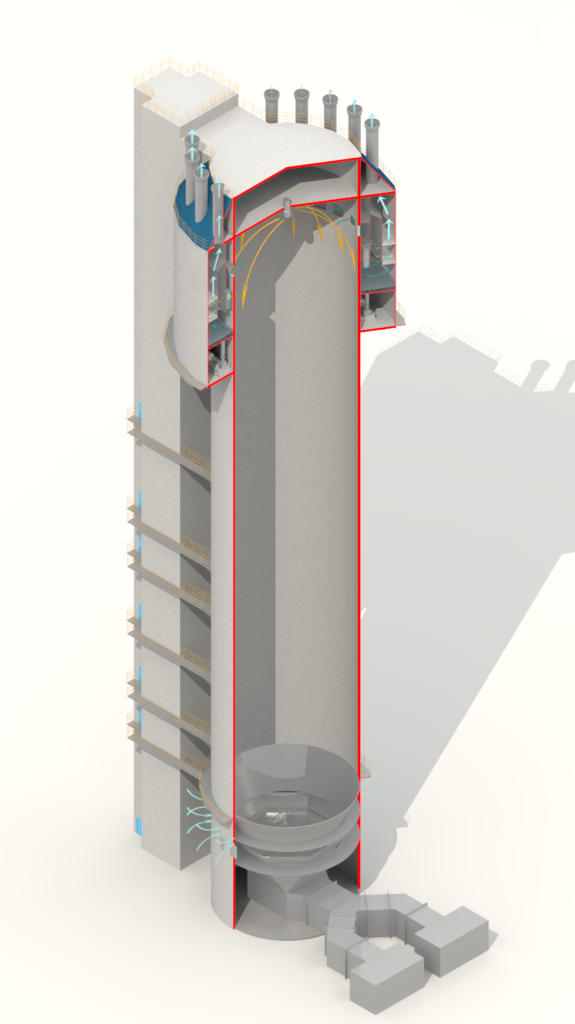
High-Tower Prilling System

Cooling & Solidification Zone (Tower Body)

Tower Bottom Cone & Granule Collector

Screening & Coating Unit

Finished Product Packaging

Process Control Room